




 Polski
Polski English
English

PRODUKCJA ŚMIGIEŁ E-PROPS
WYTWARZANIE ŚMIGIEŁ E-PROPS
Śmigła E-Props są w całości wykonywane we Francji, w zakładzie E-Props w Prowansji. Zakład o powierzchni 1700 m² wyposażony jest w 12 obrabiarek CNC. Firma opracowała do tej pory ponad 140 modeli śmigieł (dane na dzień 2017-11-27).
Śmigła E-Props CARBON zostały zaprojektowane i wykonane tak, aby były bardzo lekkie i wytrzymałe. Użyte materiały oraz proces produkcji został zatwierdzony po wykonaniu wielu testów.
ŚMIGŁA
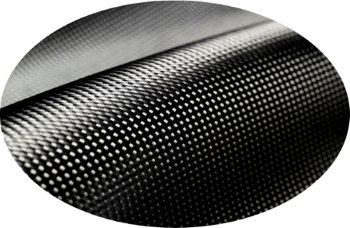
- wykonane z plecionki węglowej, z ciągłymi włóknami pomiedzy górna i dolną powierzchnią łopaty śmigła
- żywica epoksydowa
- piankowy rdzeń z wewnętrznym dźwigarem (D-Box)
- stopa łopaty z tytanowym pierścieniem w środku
- 100% carbon/węgla, brak metalowych części = brak korozji
- wewnętrzne ekranowanie łopat : wtrysk przy krawędzi natarcia specjalnej żywicy za pomocą Nanostrength® (produkt ARKEMA: wysoka zdolność pochłaniania energi kinetycznej)
- żywica epoksydowa zawiera wysoką odporność na promienie UV (UVA i UVB). Łopaty porerowane są do perfekcyjnego wykończenia.
- unikalny numer referencyjny na każdej łopacie śmigła dla zapewnienia pełnej identyfikacji (RFID chip w środku)
Proces HCF (Helical Continuous Fibers) zaprojektowany specjalnie przez E-PROPS, zapewnia wyjątkową wytrzymałość łopat śmigła wykonanej z żywicy epoksydowej o zawartości 100% węgla/carbon, od krawędzi natarcia do krawędzi skpływu, od "stopy" po końcówkę śmigła.
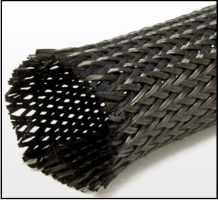

specjalny, wysoce odporny oplot węglowy, z tysiącami drutów węglowych

PIASTA
- 100% carbon + wysokotemperaturowa żywica epoksydowa
- łopaty i piasty wykonane sa z tego samego materiału : brak problemów z interferencją i korozją
- Podkładki Nord-Lock zabezpieczają połączenia śrubowe
PROCES
ŁOPATY i PIASTA : produkcja RTM (Resin Transfer Molding). ten proces jest wykorzystywany przez firmę Airbus w produkcji niektórych z węglowych części montowanych w samolotach rejsowych. Realizuje się go przez ścisły cykl temperatur. Wypalanie części węglowych pozwala poprawić pewne właściwości, w szczególności mechaniczne i odporność na pracę przy wysokich temperaturach (węglowe rdzenie : max odporność T° = 120°C dla silników z redukcją i 170°C w przypadku silników z napędem bezpośrednim).
Warsztaty mają dwa pomieszczenia: o średniej temperaturze / małej łaźni parowej i o dużej temperaturze / dużej łaźni parowej, z których oba zarządzane są przez komputer.
Aby zapewnić ścisłą kontrolę jakości i powtarzalność produkcji, składniki są dokładnie ważone podczas całego procesu produkcyjnego. 15 ważeń jest koniecznych dla śmigieł z przeznaczeniem do Ultralight / samolotów.
E-PROPS zapewnia monitorowanie produkcji metodą RFID i KANBAN. Te metody i narzędzia optymalizują jakość produkcji, zapewniają płynność dostaw, umożliwiają monitorowanie procesu produkcji w czasie rzeczywistym, identyfikowalność wszystkich etapów produkcji.
Firma używa 12 maszyn CNC, wliczając jedno bardzo innowacyjne wykonane na zamówienie - 8-osiowe ze skanerem laserowym i profesjonalną drukarką 3D.
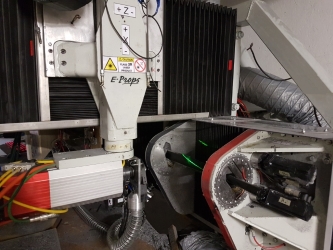
8-osiowe centrum ze skanerem laserowym

Excalibur 3 - 130 - śmigło o średnicy 172 cm - waga = 2,9 kg z kołnierzem
CERTYFIKACJA ŚMIGŁA dostępna: HEP_VORP_centrifugal_load.pdf
Wyniki : współczynnik bezpieczeństwa = 7,2. Systemowa piasta węglowa + łopata śmigła może wytrzymać 6-krotność maksymalnego obciążenia w ciągu 1 godziny bez żadnych uszkodzeń.

Przejdź do strony głównej
